Copyright HGLASER Engineering Co. Ltd. Tous droits réservés.
Actualités
Problèmes courants et solutions en soudage laser
2022-01-102225
Le soudage au laser est une méthode de soudage efficace et précise dans le soudage des métaux à l'heure actuelle. Le soudage au laser est l'un des aspects importants de l'application de la technologie de traitement des matériaux au laser. Le soudage au laser a été appliqué dans de nombreux domaines. Pendant l'opération de soudage, il est inévitable qu'il y ait des défauts de soudage. Cet article explique principalement certains problèmes liés au soudage laser et les solutions correspondantes.

Problèmes courants et solutions en soudage laser :
1. Éclaboussures de soudure : Une fois la soudure terminée, de nombreuses particules métalliques apparaissent à la surface du matériau, qui adhèrent à la surface du matériau.
La cause du problème : la surface du matériau n'a pas été nettoyée avant le soudage, et il y a des taches d'huile et des polluants, qui peuvent également être causés par la volatilisation de la couche galvanisée.
Solution : nettoyer la surface du matériau avant le soudage laser.
2. Accumulation de cordon de soudure : le cordon de soudure est trop rempli et le cordon de soudure est trop haut.
La cause du problème : la vitesse de dévidage du fil est trop rapide ou la vitesse de soudage est trop lente pendant le soudage.
Solution : ralentir la vitesse de dévidage du fil ou accélérer la vitesse de soudage.

3. Déviation de soudure : le métal de soudure n'est pas solidifié au centre de la structure commune.
La cause du problème : Positionnement imprécis pendant le soudage, ou alignement imprécis du temps de soudage d'apport et du fil.
Solution : Ajustez la position de soudage, ou ajustez la position du temps de soudage de remplissage et du fil, ainsi que la position de la lumière, du fil et de la soudure.
4. Dépression de soudure : le phénomène de dépression à la surface du métal fondu.
La cause du problème : le point de soudure n'est pas au centre et le centre du point est proche de la plaque inférieure et s'écarte du centre de la soudure, faisant fondre une partie du matériau de base.
Solution : ajustez l'appariement de la lumière et de la soie.
5. Interruption ou épaisseur inégale du cordon de soudure : Lorsque le cordon de soudure est brasé, le cordon de soudure est interrompu ou l'épaisseur est inégale en raison du manque d'alimentation du fil.
La cause du problème : le dévidage du fil est instable, ou la lumière n'est pas continue, etc.
Solution : Ajustez la stabilité de l'appareil.
6. Porosité : Une porosité apparaît à la surface de la soudure.
La cause du problème : la surface de la soudure n'est pas nettoyée, ou la vapeur de zinc de la tôle galvanisée se volatilise.
Solution : Nettoyer la surface de la soudure et améliorer la volatilisation du zinc lorsqu'il est chauffé.
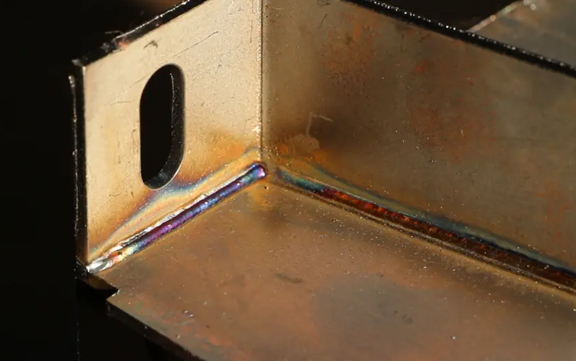
7. Soudage : lorsque la voie de soudure change considérablement, il est facile d'apparaître soudé ou inégal se formant aux coins.
La cause du problème : la trajectoire du cordon de soudure change fortement et l'enseignement est inégal.
Solution : Souder sous les paramètres optimaux et ajuster l'apprentissage à des angles excessifs de manière cohérente.
Vous pourriez également vous intéresser:
-
info@hglaser.com
-
+86 27 8718 0225
-

-
