Copyright HGLASER Engineering Co. Ltd. Tous droits réservés.
Actualités
Problèmes faciles à survenir lors du soudage au laser lors du soudage par batterie de puissance
2022-07-042193
À l'heure actuelle, le soudage au laser est devenu l'un des principaux procédés de soudage de plaques minces. Face aux plaques minces métalliques courantes sur le marché, le soudage au laser peut facilement y faire face.
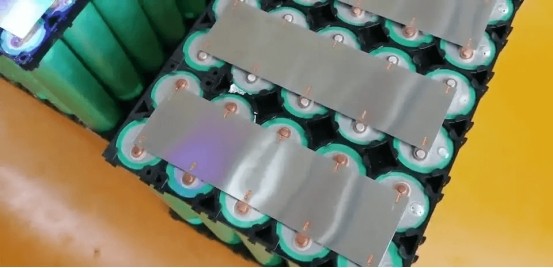
Par exemple, dans la production de batteries de puissance, des processus de soudage sont nécessaires pour les vannes antidéflagrantes de batterie, les boîtiers de batterie, l'étanchéité de la plaque de couverture, les modules de batterie et les plaques de série d'électrodes. Le soudage à l'arc sous argon traditionnel et le soudage sous protection gazeuse ne peuvent plus répondre aux besoins de production des batteries de puissance, tandis que le soudage au laser peut répondre aux besoins de production actuels en termes d'efficacité et de précision, mais en fonctionnement réel, une attention particulière doit être accordée à la résolution du problème.
La machine à souder au laser a des problèmes dans le processus de soudage de la batterie d'alimentation :
Lors du soudage de pièces de batterie en acier inoxydable, de bons résultats de soudage peuvent être obtenus par soudage laser pulsé ou continu ; cependant, le soudage des alliages d'aluminium est plus difficile et certains problèmes seront rencontrés au cours du processus de production. La surface de soudage est convexe ou concave, et il y a de petits pores internes, etc. Cette situation se produit généralement parce que la puissance de sortie du laser est trop élevée pendant le soudage, la vitesse de soudage est rapide, etc., ou elle peut être affectée par des facteurs tels que la propreté et la pureté du matériau lui-même.
Lors du soudage des composants de la batterie, l'épaisseur est généralement inférieure à 1,0 mm, dont la plupart sont de 0,6 mm et 0,8 mm. Les méthodes de soudage sont principalement divisées en soudage latéral et en soudage supérieur. Il y aura certaines éclaboussures lors du soudage. L'avantage de le soudage latéral est que Les éclaboussures ne pénètrent pas facilement à l'intérieur de la coque et l'impact à l'intérieur de la cellule est très faible.
Lors du soudage au laser de l'aluminium, il est facile de produire des renflements, des bulles, etc. La raison principale est le problème de puissance du laser ou le diamètre du noyau de la fibre est trop petit. Bien que l'effet de soudage de l'aluminium soit également lié à la propreté du matériau lui-même et à la stabilité du matériau, le facteur principal est la stabilité de la puissance de sortie du laser. La machine de soudage laser continu à fibre peut souder en continu avec une puissance stable et peut également souder facilement des matériaux en aluminium avec une réflectivité élevée.
Vous pourriez également vous intéresser:
-
info@hglaser.com
-
+86 27 8718 0225
-

-
