Copyright HGLASER Engineering Co. Ltd. Tous droits réservés.
Actualités
Analyse du processus de soudage au laser de la batterie
2022-07-202248
La sélection raisonnable des méthodes et des processus de soudage dans le processus de production de la batterie est très importante, ce qui affectera directement le coût de production, la qualité et les performances de sécurité de la batterie.En tant que nouvelle méthode de soudage avancée, le processus de soudage au laser de la batterie est largement utilisé.
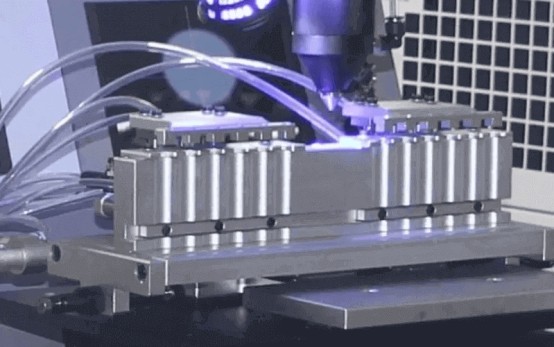
Le principe du soudage laser batterie
Le soudage laser sur batterie consiste à concentrer le faisceau laser sur une petite zone de la pièce à travers un système optique, et à utiliser son excellente directivité et sa densité de puissance élevée pour traiter la pièce afin de former une zone de source de chaleur à haute concentration d'énergie en très peu de temps. est fondu et un point de soudure et une couture solides sont formés pour terminer la tâche de soudage.
Avantages du procédé de soudage au laser sur batterie
Le processus de soudage au laser de la batterie a une énergie concentrée, une précision de soudage élevée, un rendement élevé et un soudage ferme. Le faisceau laser est facile à focaliser, flexible et pratique, et peut être redirigé entre des appareils ou des obstacles autour de la pièce, l'énergie de soudage peut être contrôlée avec précision, l'effet de soudage est stable et l'apparence de soudage est bonne. L'apport de chaleur dans l'ensemble du processus de soudage est faible, la zone affectée par la chaleur est petite et la déformation et la contrainte résiduelle de la pièce sont faibles. Soudage laser à batterie, soudage sans contact, transmission par fibre optique, bonne accessibilité et haut degré d'automatisation. Lors du soudage de matériaux de batterie minces ou de fils de faible diamètre, il n'y aura aucun problème de refusion. Le soudage au laser de batterie peut fournir un soudage à haute résistance pour diverses combinaisons de matériaux, en particulier lors du soudage entre des matériaux en cuivre et en aluminium.
Attention à l'état de la pièce
Le soudage au laser de la batterie nécessite que le bord de la pièce à usiner de la batterie soit connecté et traité, ce qui nécessite une grande précision, le point et la soudure sont strictement alignés, et la précision d'assemblage d'origine de la pièce et la mise au point du point ne peuvent pas être modifiées pendant le soudage processus en raison du transfert de chaleur de soudage. En effet, le point laser est petit, le cordon de soudure est étroit et il n'est pas nécessaire d'ajouter des charges. En règle générale, l'écart entre l'assemblage bout à bout des plaques et la déviation du point lumineux par rapport au joint ne doit pas être supérieur à 0,1 mm, et le mauvais côté ne doit pas être supérieur à 0,2 mm. Pour obtenir un bon effet de soudage, l'espace bout à bout et l'espace de chevauchement autorisés doivent être contrôlés à moins de 10% de l'épaisseur de la tôle.
Vous pourriez également vous intéresser:
-
info@hglaser.com
-
+86 27 8718 0225
-

-
