Copyright HGLASER Engineering Co. Ltd. Tous droits réservés.
Actualités
Optimisation du processus de coupe de haute qualité
2022-10-082154
La machine de coupe laser à fibres présente de nombreux avantages, tels qu'une grande précision de coupe, une fente étroite, une surface de coupe lisse et une grande efficacité. L'utilisation de la machine de coupe laser à fibres optiques présente des avantages évidents en matière de sécurité et de protection de l'environnement. À l'avenir, l'utilisation de la machine de coupe laser à fibres optiques deviendra le courant dominant.
Vitesse de coupe
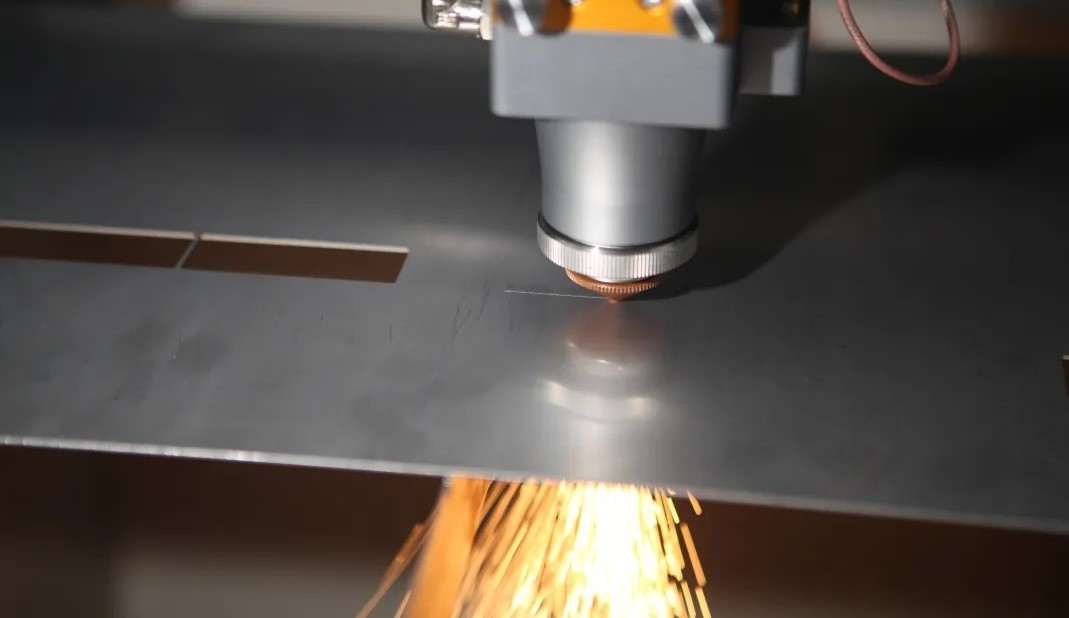
La vitesse de coupe rapide est l'un des avantages de la coupe laser, mais la vitesse de coupe n'est pas aussi rapide que possible. Dans le cas d'une certaine puissance laser, il est nécessaire de choisir la vitesse de coupe appropriée en fonction de la plaque coupée pour rendre la surface de coupe belle et obtenir une pièce de coupe de haute qualité. La vitesse de coupe appropriée peut être déterminée par les méthodes suivantes, puis la vitesse de coupe peut être ajustée.
1. Observez les étincelles de coupe. Lorsque la vitesse de coupe est appropriée, les étincelles de coupe sont réparties uniformément de haut en bas; Lorsque la vitesse de coupe est trop rapide, l'étincelle de coupe sera inclinée; Lorsque la vitesse de coupe est trop lente, les étincelles de coupe se rassemblent, ne se dispersent pas et sont peu nombreuses.
2. Observez la plaque coupée. Lorsque la vitesse de coupe est appropriée, la section présente une ligne relativement stable et il n'y a pas de laitier dans la moitié inférieure. Si la vitesse de coupe est trop rapide, elle ne peut pas être coupée à travers et les étincelles peuvent être pulvérisées au hasard; Certaines zones peuvent être coupées à travers, d'autres ne peuvent pas être coupées à travers; La Section de coupe est inclinée et le laitier est produit dans la moitié inférieure. Lorsque la vitesse de coupe est trop lente, elle provoque une fusion excessive, la Section de coupe est rugueuse et la couture de coupe devient plus large.
Hauteur de la buse et de la buse
En tant que faisceau lumineux et de gaz auxiliaire, la forme, l'ouverture et la hauteur de la buse influeront sur l'effet de coupe. La buse est principalement utilisée pour contrôler la surface et la taille de diffusion du gaz afin de contrôler la qualité de coupe. Empêcher le laitier et d'autres débris de rebondir vers le haut, à travers la buse, polluer la lentille. En général, une buse de petit diamètre est utilisée pour réduire la quantité de désaccouplement lors de la Coupe des tôles minces. Pour la coupe de tôles épaisses, de grandes coutures de coupe et de grandes taches lumineuses sont nécessaires, et une buse de grand diamètre est sélectionnée.
La buse est divisée en une seule couche et en deux couches. La buse laser à une seule couche est utilisée pour la coupe par fusion, c'est - à - dire que l'azote est utilisé comme gaz auxiliaire pour couper l'acier inoxydable et les tôles d'aluminium. La buse laser à double couche est généralement utilisée pour la coupe par oxydation, c'est - à - dire l'utilisation de l'oxygène comme gaz auxiliaire pour la coupe de l'acier au carbone.
La hauteur de la buse est la distance entre la sortie de la buse et la surface de la pièce. Lors de la coupe, cette hauteur est généralement réglée à 0,3mm - 0,8mm. Si elle est trop basse, la buse peut facilement entrer en collision avec la surface de la pièce. Si elle est trop élevée, la concentration et la pression du gaz auxiliaire seront réduites, ce qui entraînera une diminution de la qualité de la coupe. Lors de la perforation, la hauteur de la buse peut être correctement relevée afin d'éviter que le laitier ne retourne sur la lentille.
Point focal
Après avoir vérifié le point de focalisation zéro réel de la coupe, nous devons régler la position de focalisation appropriée pour obtenir une meilleure coupe de la pièce:
1. Focus zero: Focus on the Surface of the piece, suitable for Cutting thin plate.
2. Distance focale négative: le point focal est sous la surface de la pièce, généralement à 1 / 2 - 2 / 3 de l'épaisseur de la pièce, de sorte que la plage de la surface lisse est grande, et la couture de coupe sera plus large que la distance focale zéro.
3. Distance focale positive: mise au point sur la surface supérieure de la pièce, généralement applicable à la coupe de tôles épaisses en acier au carbone (les tôles épaisses nécessitent de grandes coutures de coupe, tandis que la mise au point négative entraînera une surchauffe de l'acier au carbone).
Pression du gaz de blindage
La pression du gaz auxiliaire a également une influence sur l'effet de coupe de la machine de coupe laser à fibres optiques. Le réglage de la pression du gaz peut également améliorer l'effet de coupe.
Pression d'air insuffisante: lorsque la pression d'air est insuffisante, le laitier produit par la coupe ne peut pas être enlevé, ce qui est difficile à pénétrer, ce qui entraîne la production de laitier sur la surface de coupe; La vitesse de coupe ne peut pas non plus augmenter rapidement, ce qui affecte l'efficacité de la coupe. En général, une pression d'air plus élevée est nécessaire lors de la coupe à grande vitesse des tôles minces afin d'éviter que le laitier ne soit fixé à l'arrière des coutures de coupe; Lorsque le matériau est plus épais ou que la vitesse de coupe est plus lente, la pression d'air peut être réduite de façon appropriée.
Pression d'air trop élevée: l'augmentation de la pression d'air peut augmenter la vitesse de coupe dans une certaine mesure, mais une pression d'air trop élevée peut réduire la vitesse de coupe. La raison en est que sous haute pression, le débit de gaz trop rapide peut améliorer l'effet de refroidissement et même interférer avec la focalisation de l'énergie du faisceau, ce qui entraîne une diminution de la qualité et de l'efficacité de la coupe. En même temps, une pression d'air trop élevée peut entraîner une surface de coupe plus épaisse et une fente de coupe plus large.
Résumé
Un excellent équipement de coupe a été sélectionné et l'inspection avant la coupe a été effectuée. Lors de la coupe au laser, les paramètres de procédé doivent être ajustés en fonction de la situation réelle, et les paramètres de coupe les plus appropriés doivent être choisis en fonction de la situation réelle dans l'application spécifique. Chaque fois que nous optimisons le processus de coupe dans la production est également un moyen important de maintenir la stabilité à long terme et le leadership.
Vous pourriez également vous intéresser:
-
info@hglaser.com
-
+86 27 8718 0225
-

-
